
丁基胶条挤出机_丁基胶挤出机_佳德
丁基胶条挤出机的生产流程是将固态丁基橡胶(IIR)通过加热、塑化、加压后连续挤出成特定形状(如条状、片状等)的工艺过程。
主要生产流程
原料预处理
- 丁基橡胶块或粒与硫化剂、填料、防老剂等配合剂在开炼机或密炼机中混炼均匀,制成可连续供料的胶料块或胶条。
喂料与塑化
- 胶料通过料斗送入挤出机机筒;
- 在旋转螺杆的剪切、挤压及外部加热圈作用下,胶料被逐步熔融、均化,形成均匀粘流态。
- 关键点:丁基胶门尼粘度高、流动性差,需高剪切螺杆和精确温控(通常机筒110–140℃,机头112–142℃)。
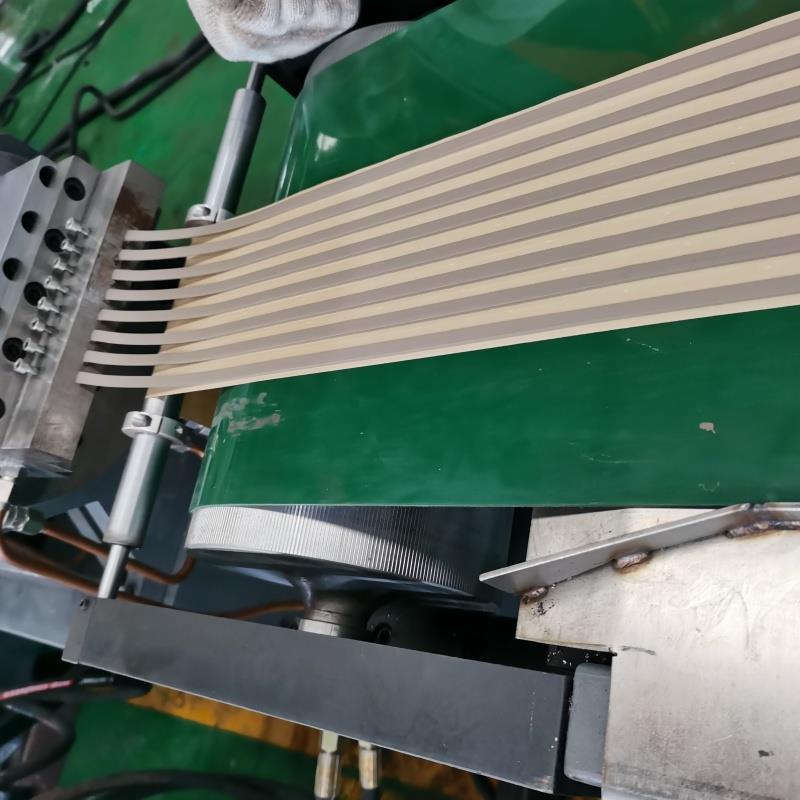
挤出成型
- 熔融胶料经机头和口模(模具)挤出,形成所需截面形状(如密封条、胶片等);
- 口模设计决定最终产品尺寸与结构。
冷却定型
- 刚挤出的高温胶条(90–120℃)需立即冷却固化,常用方式包括:
- 水冷槽(循环冷却水)
- 喷淋冷却
- 风冷(尤其用于覆膜产品)
- 注意:冷却速度需控制,过快易变形,过慢则尺寸不稳定。
牵引与切割/卷取
- 通过履带式或辊筒式牵引机匀速拉动胶条,确保与挤出速度同步;
- 根据需求进行:
- 定长裁切(使用在线切刀)
- 卷取成盘(适用于胶带类)
后处理(可选)
- 覆膜:如生产铝箔/离形纸覆面胶带,需在挤出后立即覆膜并压合;
- 检验:检查尺寸、表面质量、有无气泡等。
典型设备组成
- 强制喂料机:确保连续均匀进料
- 单螺杆挤出机(如JDL-150):核心塑化与挤出单元
- 液压换网器:过滤杂质,保障胶料纯净
- 温控系统:精确控制机筒、机头温度
- 口模与机头:决定产品形状
- 牵引+切割/收卷系统:完成成品输出

 19155240332
19155240332